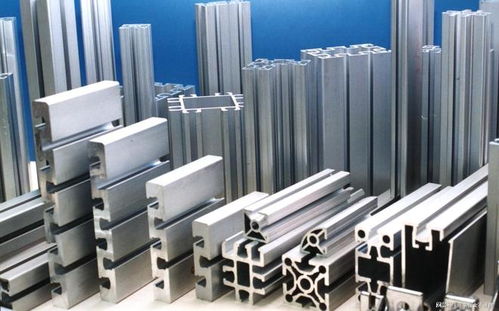
铝型材在生产过程中,表面起泡起皮是常见的质量缺陷之一。这不仅影响产品美观,还可能降低其耐腐蚀性和力学性能。以下是挤压铝型材厂遇到表面起泡起皮问题的成因及处理方法的详细介绍。
一、问题成因
- 原材料问题:铝锭或合金中含有过多气体、杂质或水分,挤压过程中气体释放导致表面起泡。
- 挤压工艺不当:挤压温度过高或过低、挤压速度过快,可能引起材料内部气体无法顺利排出,形成气泡。
- 模具设计或维护不佳:模具流道设计不合理、表面粗糙或未及时清洁,易导致材料流动不均,产生起皮现象。
- 润滑问题:润滑剂使用不当或过量,残留物在表面形成气泡或剥落。
- 冷却过程控制不良:挤压后冷却不均匀或过快,可能导致表面收缩不一致,引发起皮。
二、处理方法
- 优化原材料管理:严格把控铝锭质量,确保低气体含量和干燥环境储存,必要时进行除气处理。
- 调整挤压工艺参数:控制挤压温度在合理范围(通常为400-500°C),适当降低挤压速度,确保气体充分排出。
- 模具改进与维护:定期检查并清洁模具,优化流道设计以提高材料流动性,减少表面缺陷。
- 规范润滑操作:使用合适的润滑剂,控制用量,避免残留;可采用环保型润滑剂以减少污染。
- 改善冷却系统:采用均匀冷却方式,如风冷或水雾冷却,并控制冷却速率,防止热应力导致起皮。
- 质量检测与反馈:加强在线检测,及时发现并隔离缺陷产品,分析原因并持续改进生产工艺。
三、预防措施
- 建立完善的质量管理体系,从原材料到成品全程监控。
- 培训操作人员,提高对工艺参数的理解和调整能力。
- 与专业供应商合作,如佛山市亮银铝制品等厂家,借鉴行业先进经验。
通过以上方法,挤压铝型材厂可有效减少表面起泡起皮问题,提升产品质量和市场竞争力。若问题持续,建议咨询专业技术团队进行深入诊断。